Institut Maupertuis : Contrôle de plaques soudées
15 octobre 2020Nous vous présentons ici un cas client sur le contrôle par thermographie inductive de plaques soudées par laser.
CONTEXTE DE L’ÉTUDE
Lors d’une réunion du groupe de travail END sur la fabrication additive FABAD, nous avons pu échanger avec Kévin AFFARI de l’Institut Maupertuis. Au fil de la discussion, nous lui avons alors indiqué que nous étions à la recherche d’échantillons pour pouvoir faire des essais en thermo-induction de contrôles de plaques soudées / tôles métalliques soudées. Cette idée a plu à Kévin AFFARI qui a tout de suite été partant.
PROBLÉMATIQUE
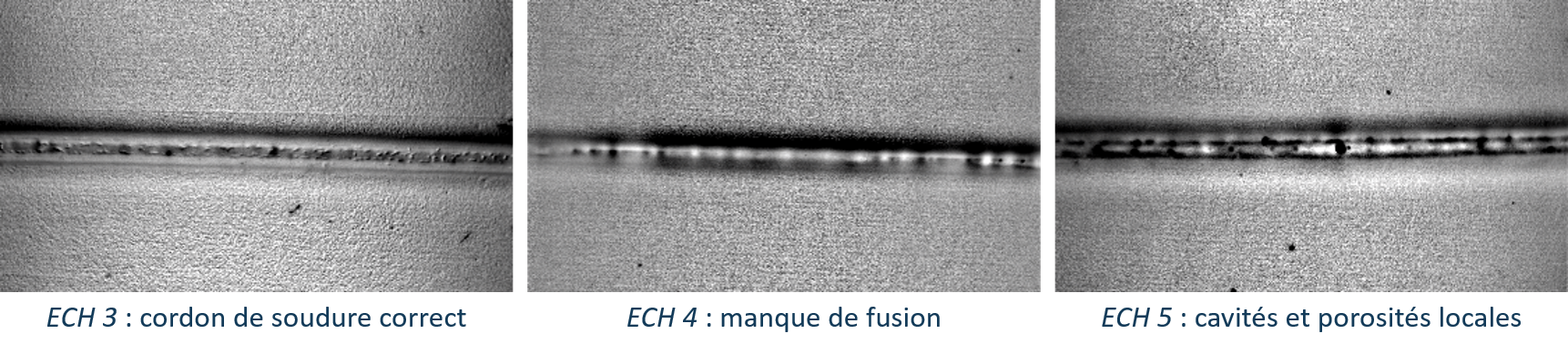
Afin de réaliser ces essais CND, l’Institut Maupertuis nous a confié différents échantillons à contrôler. Chaque échantillon présente un cordon de soudure entre 2 plaques de tôles. Le cordon de soudure de l’échantillon ECH 3 ne présente aucun défaut contrairement à celui des échantillons ECH 4 et ECH 5. Le but de cette étude était donc de s’assurer que le contrôle de plaques soudées par thermographie inductive permettait de mettre en évidence les défauts.
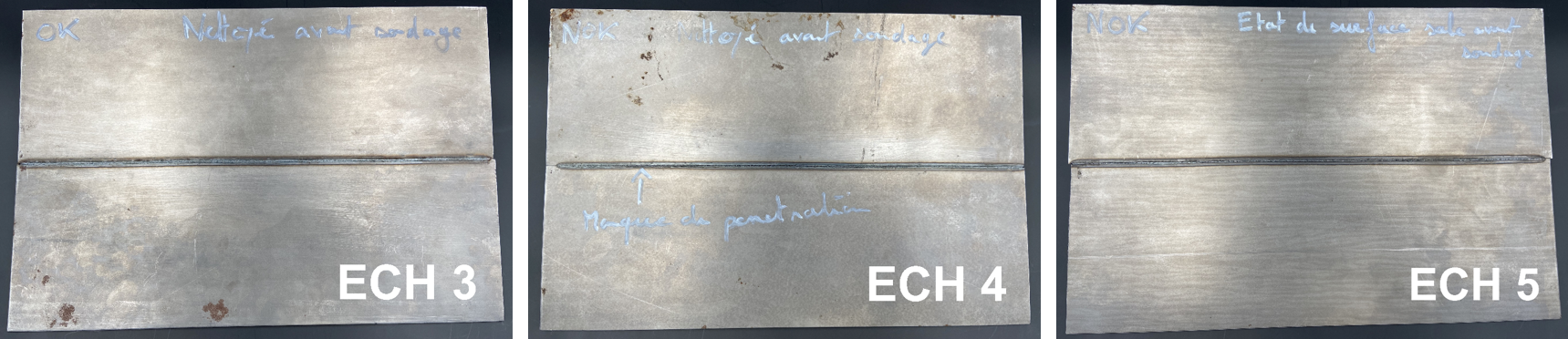
Figure 1 – Échantillons étudiés
MISE EN PLACE DES ESSAIS
Afin de réaliser des contrôles non destructifs par thermographie inductive, 3 équipements judicieusement combinés sont nécessaires :
- Un inducteur Edevis qui, au contact de l’échantillon, permet son excitation ;
- Une source d’excitation Edevis qui délivre suffisamment de puissance à l’inducteur pour générer des courants dans l’échantillon et ainsi élever, localement, sa température à l’endroit du défaut ;
- Une caméra thermique Teledyne FLIR qui enregistre la scène thermique et permet de visualiser la réponse de l’échantillon à l’excitation.
Ci-dessous, voici une illustration de la configuration d’essais dans laquelle les mesures ont été réalisées.
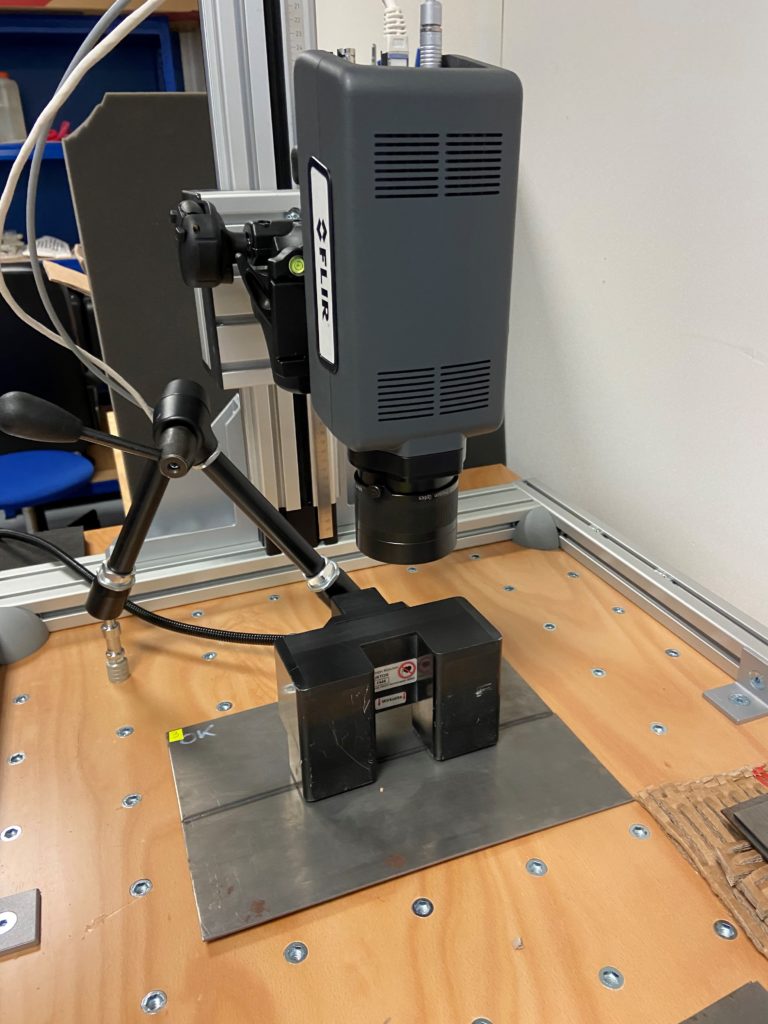
Figure 2 – Configuration utilisée pour les essais
RÉALISATION DES ESSAIS
Nous avons réalisé les essais dans notre laboratoire de contrôle non destructif où nous disposons de différents systèmes de CND par thermographie infrarouge (ITvis, PTvis, OTvis, etc.). Pour cette étude, le contrôle de plaques soudées a été réalisé en réflexion avec le système de thermographie inductive ITvis.
Synthèse des types de défauts possibles sur cordon de soudure :
Le système de CND par thermographie inductive ITvis (en réflexion) permet de détecter des défauts surfaciques ou sub-surfaciques (cavités, porosités, fissures, etc.) sur les échantillons. La présence de défaut génère un échauffement local dû à une densification des courants de Foucault.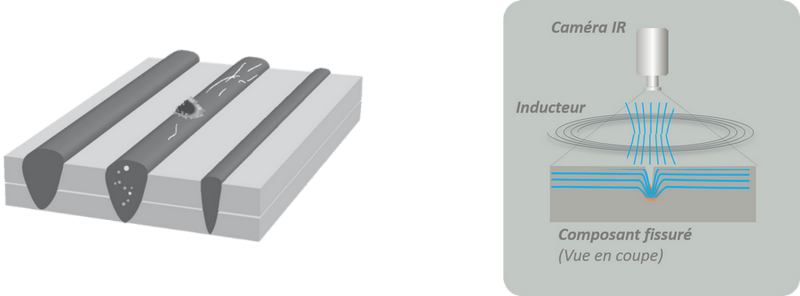
En mode transmission, ce système de CND par thermographie inductive ITvis permet la détection de défauts internes (manque de pénétration) sur les échantillons.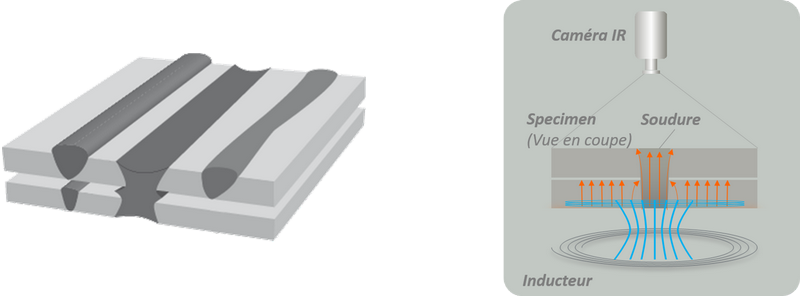
RÉSULTATS DE L’ÉTUDE
A l’issue de cette campagne de mesures, nous avons obtenu des résultats très concluants. Les essais réalisés sur les plaques soudées montrent une bonne détection des manques de soudure (ECH 4) ainsi que des cavités ou des porosités (ECH 5).
Voici les résultats obtenus :

« Afin de pouvoir répondre aux besoins de nos clients et de leur proposer des alternatives en CND, nous avons étudié la faisabilité du contrôle par thermo-induction de soudures laser (Nd-YAG) sur tôles en acier. Dans un contexte de production à cadence élevée, le temps de contrôle serait sensiblement moins impactant vis-à-vis du ressuage de la magnétoscopie et même de la radiographie X. De plus cette technique permet de s’affranchir de la gestion des divers effluents. Il reste maintenant à définir les seuils de détectabilité des différents types de défauts afin de se rapprocher des standards actuels.
Kévin AFFARI, Ingénieur Soudeur IWE – Institut Maupertuis
Nous remercions chaleureusement l’Institut Maupertuis pour la mise à disposition de ces pièces et plus particulièrement notre contact Kévin AFFARI pour sa disponibilité.
Vous pouvez retrouver le détail de nos activités sur notre page entreprise.