
Détection de fissures sur composants non métalliques (LTvis)
Cet exemple d’application traite de la détection de fissures sur composants non métalliques tels que les roulements en céramique, les aimants en ferrite ou les plastiques.
CONTEXTE
Les matériaux non métalliques tels que le nitrure de silicium, la ferrite ou le graphite sont de plus en plus utilisés dans l’industrie en raison de leurs propriétés mécaniques et électriques. Afin de garantir la durée de vie de certaines applications, des mesures d’assurance qualité sont prises. Le contrôle par ressuage qui est une méthode chronophage peut facilement être remplacée par une méthode de détection des fissures sans résidu et automatisable : la thermographie active par excitation laser. Ainsi toutes pièces mêmes celles aux géométries complexes peuvent être soumises à un contrôle complet et non destructif.
LTvis est un système de CND infrarouge avec excitation laser (ponctuel ou ligne) pour la détection de fissures ou criques ou tout autre discontinuité débouchante en surface. C’est une méthode alternative au ressuage et à la magnétoscopie.
![]()
L’APPLICATION
Les applications classiques de détection de fissures sur composants non métalliques, pour lesquelles nous avons déjà acquis de l’expérience en matière d’inspection, sont les roulements en céramique installés dans les moteurs ainsi que les aimants en ferrite dans les moteurs électriques des ventilateurs. En effet, si ces composants sont installés alors qu’ils contiennent de fines fissures, cela peut entraîner des ruptures de pièces et des défaillances à grandes vitesses avec des conséquences parfois très dangereuses. Cependant, de nombreuses autres applications sont à envisager, non seulement pour les petits composants électroniques, mais aussi, par exemple, dans l’aviation, l’industrie automobile ou les techniques de transmission.
La technologie peut également être appliquée aux composants métalliques et être utilisée principalement lorsque des essais sans contact sont nécessaires (avec des distances de travail importantes).
les avantages (pour les clients)
Le contrôle par thermographie est une méthode d’essai avec un très bon rapport qualité-prix car elle est totalement non destructive, sans résidu, automatisable et rapide. En outre, les composants peuvent être testés sans problème, même à des températures nettement supérieures à 100°C. Les méthodes classiques utilisées habituellement pour ces types de pièces possèdent quelques limitations :
- le contrôle par ultrasons est très bien adapté pour la détection des défauts en profondeur mais aveugle pour ceux présents en surface
- le contrôle par ressuage quant à lui n’est ni sans contact, ni automatisables et également inapplicables aux composants chauds
L’objectif
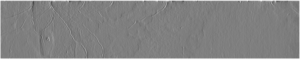
L’objectif est de développer des bancs d’essais par thermographie dans lesquels la zone proche de la surface de pièces non métalliques doivent être entièrement scannée et inspectée pour détecter les défauts à l’aide d’un processus d’imagerie. La défauthèque comprend, par exemple, la détection de fissures de différentes orientations et tailles, de porosités ouvertes, de bulles / vides, de délaminations, … Ces défauts agissent comme des barrières thermiques et interrompent la diffusion du flux thermique et sont donc faciles à détecter et à imager par une caméra infrarouge.
LA SOLUTION
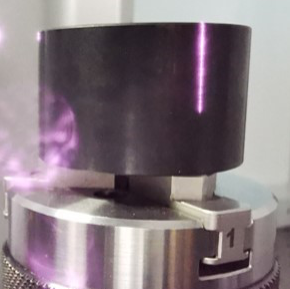
Dans nos bancs d’essais standards de détection de fissures sur composants non métalliques par thermographie laser à balayage, un point ou une ligne laser est balayé(e) sur le composant et le flux thermique latéral qui en résulte est capturé par une caméra IR. Dans ce processus, le point laser survole le composant, d’où le nom de « flying spot ». Cependant, Edevis dispose d’autres options dans son panel de possibilités : par exemple, la gestion du mouvement relatif nécessaire entre le composant et l’excitation peut également être assuré par un axe rotatif ou linéaire, de sorte que les composants passent sous une ligne laser statique.

Le déroulé DU PROJET
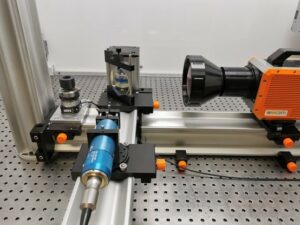
Les parties intéressées ont fourni des échantillons pour qu’Edevis puisse effectuer des investigations préliminaires et des études de faisabilité dans son propre laboratoire. Des bancs d’essais complets pour une utilisation en laboratoire ont ensuite été proposés avec laser, système de balayage laser, cabine de protection laser, caméra infrarouge, structure mécanique, logiciel et, si nécessaire, axes de déplacement pilotables.
En fonction de la conductivité thermique du matériau, des temps de cycle rapides sont atteignables, ce qui rend également envisageables des essais en ligne pour la production en série.
Pour en savoir plus sur cet appareil ou cette application de détection de fissures sur composants non métalliques, retrouvez toutes les informations et spécifications de ce produit sur notre page internet dédiée à LTvis. Vous pourrez également y télécharger une plaquette ou demander un devis.
Découvrir LTvis Demander un devis